 ɨһɨ���ֻ����
ɨһɨ���ֻ����











- ���ﳵ����-����綯������ƿVCD9AC
��ϸ��Ϣ
Ʒ����GSYUASA,KOBE,HITACHI,MACI �ͺ���VCD9AC ��ѧ������Ǧ�� ��ѹ��48V ������ǣ���� ��ظǺ�����˨�ṹ������ʽ �������450AH ���γߴ���815*740*475 mm ���÷�Χ���泵 Ʊ��֧����13%��ֵ˰�����ۺ�ͬ ����֧�����ͻ����ţ�ȫ������ṩ��װ ��������2�� �������ԭ����װ��ԭ����� 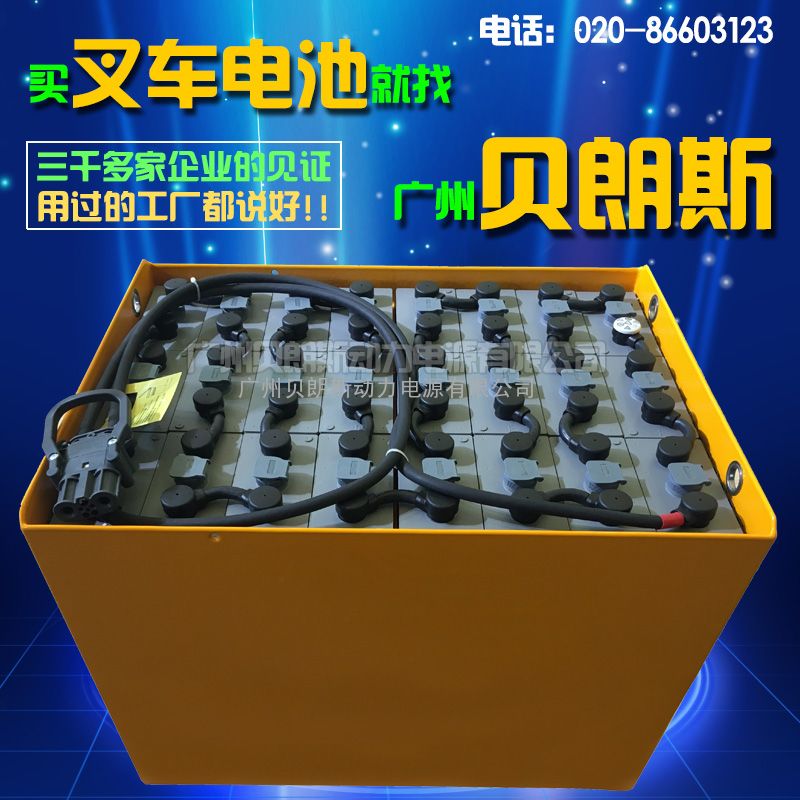 ���ݱ���˹������Դ����˾�Ƿ����ƿ�泵���ش����̣�*��Ӧ���ڷ���泵��ƿ�飬��Ѹ���ṩ���ﳵ���صı��ۡ���װ�����͵ȷ����ڹ㶫�������ô�������Ⱥ�壬��Ӱ���û��ܱ߶��������̣��ṩ���ӿ�ݵķ����ݱ���˹����TOYOTA�泵����ۺ�ƽ̨���ṩԭװ������泵��ƿ���Լ۱�ʮ�ָߣ�������������
���ݱ���˹������Դ����˾�Ƿ����ƿ�泵���ش����̣�*��Ӧ���ڷ���泵��ƿ�飬��Ѹ���ṩ���ﳵ���صı��ۡ���װ�����͵ȷ����ڹ㶫�������ô�������Ⱥ�壬��Ӱ���û��ܱ߶��������̣��ṩ���ӿ�ݵķ����ݱ���˹����TOYOTA�泵����ۺ�ƽ̨���ṩԭװ������泵��ƿ���Լ۱�ʮ�ָߣ������������� ����泵���س����淶����www.berens-china.com
����泵���س����淶����www.berens-china.com
�綯�泵�����ǽ��е���߹�ҵ�õ索�����������������Դﵽ�ػ�ΪĿ�ģ����Ķ���Դ�л���Դ�dz������һ���õij�����������ӵ���������ӳ�ʹ��ʱ�䣬���ճ��ʱ��ͨ����ҹ����е�س�磬���ʱ��ƽ��Լ8Сʱ�������dz�ŵ�(����ʹ��ʱ��϶̵�)����ػ��õúܿ죬�м�����ֹ������ᵼ�µ�ƿʧˮ�����ȣ����ٵ�ص���������ˣ���طŵ����Ϊ70%Ϊ*�ѳ��ʱ�䣬��Ҫ���ø���ʵ��������Ա�������������ô��ʵ�ʲ��������У�����ó�����Ե綯�泵���ع淶����أ��Ͽ���Դ,�ε���Դ��ͷͷ�ͽ�����硣����״̬��ʱ�����û�ʹ��ص����˸����ء�������ò��õ�ʱ��һ���³��һ��,���ӳ���ص�ʹ���������泵���ʹ��ʱ�䳤�ˣ��������ػᵼ�µ��ʹ��ʱ�����̣����������ʹ�÷��涼��Ҫ�Ų飬�綯�泵��ز��ܳ�������ʲôԭ��?ȫ�綯�泵���س��������һ��ʱ��,���Զ�ֹͣ,û�е����͵�ѹ,�����ڵ�·����,�����Ǻ�����,��Ӵ�������ʧЧ�����������¶�������������,���¶�����,��ʼ���֡�����������ʱ�ǻ�����,��ʱͻȻ���֡���ز��ܳ���䲻����,���ܻ����,���ܴ��Ĵ���,Ӧ�ü�ʱ����������ָ������� �泵�����Ҫǣ�������������� �豸�ϣ��Զ�������ʽ������ƿ�泵�����ֵ�س��Ҫ��Ƚϸߣ��Բ�ͬ�����ĵ����������ʮ���ϸ�ij���������ֵ�أ����ڻ���������ʶ���������ѹ��� �������ֲ泵����ϵͳ���õ�Ƭ����Ϊ����������ʵ����ʱ��ص�ѹ���ܶȡ��������¶ȵı仯�������̰�װ��Ƶij�����߽��У��Բ泵��ز�����Դʮ���� �ϣ��ر��ڵ�س���������£�������8%-10%�ĵ������о����磬���������������ѭ�����Һ��ƽ��泵��ػ������ʵķ�Ӧ���ر���2���Ժ�ĵ�ظ����ʺϡ�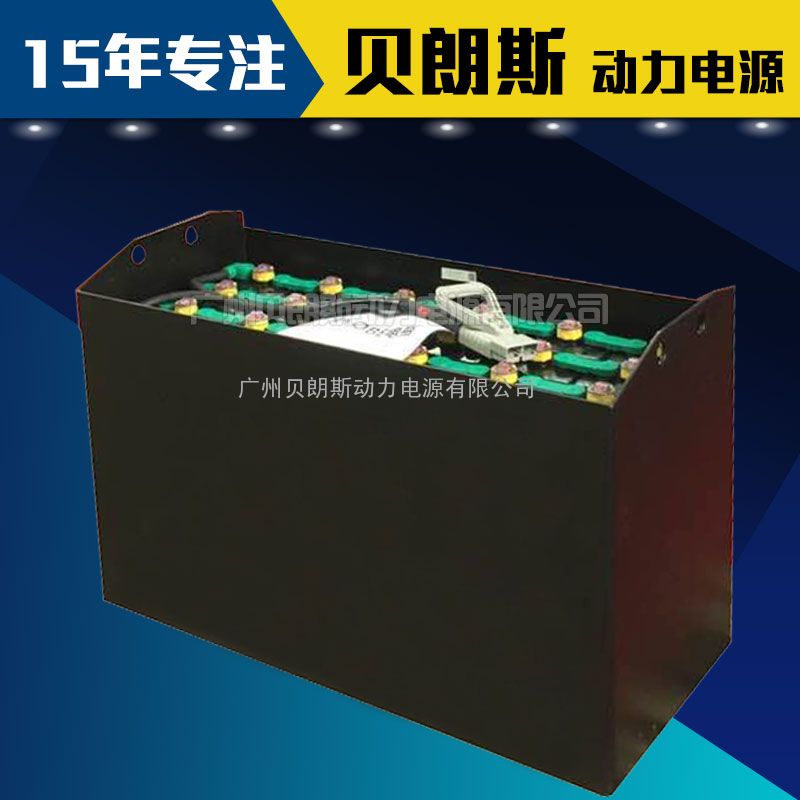 ����泵��ƿ������������
����泵��ƿ������������
��ƿ�泵��������Ǧ��һ�� �࣬����ʹ��ʱ���������Ǧ��Ӳ�Ȼ�Խ��Խ�ߣ�������أ������Ǧ����һ��ˣ���������泵���ص�Ǧ���Ȳ����������û�¯Ǧ��������ʱ��� �ӿ죬���º���ʹ�õ������½��ܿ�ģ���ô��û�취���Խ����һ�����أ����Ź��ڹ�ҵ��չ�ļӿ죬��ҵ�豸��������Ӧ�û����ӣ�ÿ���ҹ����Ĵ�����Ǧ���� ��أ��ϸ���˵�������û�������������������ֶ�����Ⱦ�ģ�������������Դ����˾��2000�꿪ʼ��Ӵ��泵���ص��о��뿪�������������� ������������������Ӱ�����ص����������������̶ȵIJ�ͬ���ɲ��ò�ͬ�ķ�����������������г�����ͨ�Ĺ�ҵ��ش�Լ���¹����������ļ��裺
1�� С������編�����ڼ�����ʮ�����ص����ؿ���С�������ķ��������������䷽�����ó����ĵڶ��γ�������ԼΪ�������1/30�������С�� ���������г�ʱ�䣨40��50h���ij�磬ֱ������Ϊֹ��Ȼ����20h�ŵ��ʷ���磬�ٴ���С������磬��˷�����ֱ��������������Ҫ���ﵽ80% �Ķ������Ϊֹ��ʹ��ǰӦ�������Һ�ܶȺ߶ȡ�
2��ˮ��������������������ʱ���ɲ���“ˮ������”�����䷽�����Ƚ������� 20h�ŵ��ʷŵ絽�����صĵ�ѹΪ1.75V��Ȼ�����Һ����������ˮ����1h�����ó����ڶ��γ��������г�硣�����Һ�ܶ������� 1.15g/mL���ٰ������ŵ�����ŵ�����ֹ��ѹ����������ԭ���ij��������г�磬ֱ�����Һ�ܶȲ�����������˷�����*�����������ﵽ����� ��80%ʱ����ʾ��������������ɡ������õ��Һ�ܶȣ�1.28g/mL����Һ��߶ȼ���ʹ�á�
3����ѧ�����������ڼ������������ �أ��ɲ������ӻ�ѧҩ���ķ���ȥ���䷽���ǣ��Ƚ�������20h�ŵ��ʽ���Ź⣬�������Һ����������ˮ��ϴһ�Σ�Ȼ�������ܶ�Ϊ 1.100-1.150�ĵ��Һ���ڵ��Һ�а������ȼ���0.1%-0.5%��ѧ����̼��ػ�̼���ƣ��Բ�ʹ���Һ�ܶ��������ı�Ϊ�ޡ�����Ϻõĵ��Һ ע�����У�ʹҺ��ﵽ�涨�߶ȣ������ض����1/20�ĵ�����磬�������ص�ѹ�ﵽ2.4Vʱ�����������������磬ֱ�����㣬Ȼ���ٷŵ硢�� �磬��˷�����ֱ�������ָ���80%�����Ϊֹ��������˲��轫����ڵĵ��Һ���������涨�����õ��Һ�ܶȺ߶ȼ���ʹ�á�
4�����ؼ�����Ԥ������ȷ�������ء��ݲ�ʹ�õ����ؽ���ʪ����ʱӦ����س���磬�ܶȴﵽ1.285��Һ��߶ȼ����������ܷ�������Һ��ͨ������� �����ڰ���������ʱ�䲻�˳���6���£����Ӧ���ڼ����Һ�ܶȺ͵�������������25%��Ӧ��ʱ�����硣���ڴ�ŵ����أ�Ӧ���ø����淨��������ˮ ��γ�ϴ��20h�ŵ�����ȫ�ŵ磬�㵹�����Һ��������ˮ��γ�ϴ��ˮ�������ԣ�����ˮ�Σ����ɺ�������Һ�����ܷ����棬�ϸ�Ҫ��������ػ������ ���ؽ��г���磬��Ͷ��ʹ�ã�������ʹ�����ؾ������ڳ�����״̬�������ŵ粻����25%���ļ��ŵ粻����50%�������ڳ���ʹ��ʱ�����г�粻�� ���������Ƕ�;���䳵���ͳ��ؼ�ʻѵ��������Ӧ������Ҫ�����ؽ��в����磨һ��ÿ������һ�Σ�����ʱ��������ˮ�������ú�ˮ�;�ˮ�ȴ��棩��ʹ��� ҺҺ�治�¹��͡������������Ϸ���ʵ�в��裬������*�ĵ�ƿ�泵���س��һ��߾����̽��У���Ȼ����һ����Σ���ԡ� �����ƿ�泵��˾��飺�����Զ�֯����ʽ���磬�����ҵ�������Ϻ�������˾���泵*Ʒ�ƣ�1926�괴�����ձ����ձ�*�泵�����̣�ȫ��ϴ�IJ泵��Ӧ��֮һ���ձ�������*�߲泵Ʒ��֮һ������ʽ֯����ѹ�����г�ռ���ʾ�����ǰ�з����Զ�֯����ʽ����(����泵��˾)������1926��11�£���ǰ��Ϊ����ʽ���磩�����Զ�֯��������������������˾���Զ�֯��Ϊ�������������ṩ���ڶ��һ����Ʒ�����������Ʒ�г��ݶ�λ������*��������ʽ֯��ռ�����г��ݶ��39%��2002�꣩�������յ���ѹ����ռ�����г��ݶ��38%��2002�꣩���泵ռ�����г��ݶ��25%��2002�꣩��
�����ƿ�泵��˾��飺�����Զ�֯����ʽ���磬�����ҵ�������Ϻ�������˾���泵*Ʒ�ƣ�1926�괴�����ձ����ձ�*�泵�����̣�ȫ��ϴ�IJ泵��Ӧ��֮һ���ձ�������*�߲泵Ʒ��֮һ������ʽ֯����ѹ�����г�ռ���ʾ�����ǰ�з����Զ�֯����ʽ����(����泵��˾)������1926��11�£���ǰ��Ϊ����ʽ���磩�����Զ�֯��������������������˾���Զ�֯��Ϊ�������������ṩ���ڶ��һ����Ʒ�����������Ʒ�г��ݶ�λ������*��������ʽ֯��ռ�����г��ݶ��39%��2002�꣩�������յ���ѹ����ռ�����г��ݶ��38%��2002�꣩���泵ռ�����г��ݶ��25%��2002�꣩�� �����ƿ�泵��˾�ɻ�е����ϵͳ����������ҵ�ҡ������������ġ���������ҵ����������ҵ����ѹ������ҵ������ά��е��ҵ����TOYOAMaterialHandlingCompany�Ȱ˴�����ɣ����е�TOYOAMaterialHandlingCompany�������ϰ��˹�˾ȫ�渺����﹫˾��ҵ����������ϵͳ�����������ۣ����ձ��Է���L&F��Ʒ�ƣ��㷺�ṩ�ḻ��ʵ�����ϵ�в�Ʒ��
�����ƿ�泵��˾�ɻ�е����ϵͳ����������ҵ�ҡ������������ġ���������ҵ����������ҵ����ѹ������ҵ������ά��е��ҵ����TOYOAMaterialHandlingCompany�Ȱ˴�����ɣ����е�TOYOAMaterialHandlingCompany�������ϰ��˹�˾ȫ�渺����﹫˾��ҵ����������ϵͳ�����������ۣ����ձ��Է���L&F��Ʒ�ƣ��㷺�ṩ�ḻ��ʵ�����ϵ�в�Ʒ��
����泵����ʷԴԶ����������1956�����㿪ʼ����*�ͺŵ�“LA1��”�泵�����������ۣ�1965���״γɹ����ں��⣬1970�����泵����*���������أ���亹������ɲ���ʼ������1990�����泵�ڹ��������������TIEM�����������ɲ���ʼ������1996��TIESA��������Ҳ���ɲ���ʼ������2003����﹤ҵ����ɽ������˾��TIK��Ҳ��ʽ��ʼ��������泵��ͬ�껹�����˷����ҵ�������Ϻ�������˾��TMHS��ȫ�渺������ҵ�������й������ۺ��ۺ����2000�깫˾���չ������*��BT/Raymond��˾���Ӷ�ʹ����2002��IJ泵�������ﵽ77600̨��2003��ﵽ85800̨��ռ����泵�г��ݶ��25%��һԾ��������ȫ��泵���۵�ͷ�ѽ��Σ���Ϊȫ��泵ҵ��������ʵ�Ĵ������ձ����ڣ������۶����һֱ�۾���ף�������5���г�ռ���ʳ���50%�� �����ҵ�������Ϻ�������˾���ɷ����Զ�֯��2003��Ͷ�ʳ��������й������ҵ�������ܾ����̡�Ϊ�û��ṩȫ��λ�ķ�����泵�Ѿ����й�������һ����������Ӫϵͳ�������泵��װ�������ۺͷ������ġ�����泵�Ѿ�ӵ����TOYOTA��BT��RAYMOND����Ʒ�ƣ��鲼ȫ����������أ�101���ܴ����̣�800��Ҿ����̺ͳ���2000�ҵ��������㡣����2002��IJ泵�������ﵽ190000̨��2003��ﵽ203000̨��ռ����泵�г��ݶ��26����һԾ��������ȫ��泵���۵�ͷ�ѽ��Σ������Ѿ�����9������*��
�����ҵ�������Ϻ�������˾���ɷ����Զ�֯��2003��Ͷ�ʳ��������й������ҵ�������ܾ����̡�Ϊ�û��ṩȫ��λ�ķ�����泵�Ѿ����й�������һ����������Ӫϵͳ�������泵��װ�������ۺͷ������ġ�����泵�Ѿ�ӵ����TOYOTA��BT��RAYMOND����Ʒ�ƣ��鲼ȫ����������أ�101���ܴ����̣�800��Ҿ����̺ͳ���2000�ҵ��������㡣����2002��IJ泵�������ﵽ190000̨��2003��ﵽ203000̨��ռ����泵�г��ݶ��26����һԾ��������ȫ��泵���۵�ͷ�ѽ��Σ������Ѿ�����9������*��
����泵�������BT�泵��˾��
���£Թ�˾��ŷ��*�IJ泵�����̡������������綯�ִ��泵���������磬�ڱ��ձ�����泵��˾�չ�֮ǰ��ȫ��綯�ִ��泵��ҵ���쵼�ߣ������ܡ���ȫ�Եȷ���ңң����������Ʒ�ơ�
���ǵ�Ʒ��2000������ҵ��������ͨ���չ����BT��˾������˶����Ʒ�ߵ����飬�Դ���Ϊ����ռ����*�IJ�ҵ�������ţ� ����泵ӵ��Toyota��BT��Raymond����Ʒ�ƣ�Ϊȫ�����ҵ�����û��ṩClass��~Class����ȫϵ�в泵��Ʒ�� 2007�����ŷ����ҵ�������Ϻ�������˾��ʽ����BT��Ʒ������泵�������µ�����Ʒ��ȫ���������й��� ����һ����������Ʒ�ƣ�Toyota��BT��Raymond����One Stop Shopping һվʽ�����������й��ͻ���ȫ��λ��������
����泵��ʷ��
1926�������Զ�֯��������(���ڵķ����Զ�֯��)����
1933��������������
1937���������Ŷ�������������������ҵ(���ڵķ�������)
1956����ʼ��������*��LA1���Ͳ泵
1966���ձ������г�ռ���ʴﵽ*
1970������*��IJ�ҵ����*�������ظ�亹������
1986�����Deming Prizeȫ������ʵʩ��������泵�ۼ�����50�������������ۺ�����ϵͳ
1990����������ʼ�������泵�������Զ�֯�����PM���㹤����
1994����ҵ������ҵ�����ISO9001��֤
1995������泵�������ۼƴﵽ100����
1996����ʼ�ڷ����������泵
1998���ձ���亹������ISO140001��֤
2000���չ�����*��ִ����˳������������BT��˾
2003.4�����﹤ҵ(��ɽ)����˾��ʼ��װ1-3����ȼʽ�泵
2003.6�������ҵ����(�Ϻ�)����˾����
2005�������ҵ�������ֹ�˾����
2006�������ҵ����������ѵ��������ɽ����
2007.1�������ҵ�������Ϻ�������˾��ʽ��ʼ�������BT�泵�����ƿ�泵���صĶ������գ��綯�泵����һ��Ϊ��ʽ���壬����ѭ���ŵ����ã���Ҫ�������Ϲ��������������칤��Ҫ��ʮ�ָߣ��ر��ǰ�դ���������ڻ������ʣ�����Ҫ����ļ����壬����Ǧ��Ͻ����죬�����䷽�� ��ȷ����غ��ڵ������������ܶ�ʱ����ڲ泵���ص�ʹ�������ɴ�5����߸��ã�������Ҳ��2�굽3�겻�ȣ�ͬ���ͺţ�ʹ���������Զ�������Ƿŵ硢�� �硢����ȷ��棬���ڲ泵��ص�����Ҫ�ȹ���ǿ�ܶࡣ���ʱ��������Ҫ�˽��²泵��صĻ����������裺���ݲ�ͬ�� ��ĵ��ȷ���Ͻ�Ǧ�Ĺ��Ȼ�����Ǧ¯�����ܻ����ﵽһ���Ĺ���Ҫ���ע����ģ�ߣ�����ȴ��ģ�����š����ƺõ�ذ�դ����������ȡ������ԡ� �ߴ硢�����ȷ��档����������˵���˲泵���ص�“����”�����������ĺ��ģ�����û�Ʒ�ʣ����Ծ�����ص����������������Ҫ���Ʋ���Ͷ��������ȡ����� ֵ���ܶȡ�ˮ�֡�����Ǧ�����ȼ������档��֮��Ҫ��Ʒ��Ѹ�����������г��������й�Ӳ�ļ�����

����泵������س�ŵ缼�����泵����������Բ� ͬ����ϵ�ѹ���֣���;�㷺���Ǹ����е�豸��ѡ�Ķ�����Դ�����ͷŵ�ļ����Ǻܹؼ��ģ���˵�Ƕ������ص���������������Ӱ�죬�ܶ��û�����IJ泵�� ���ʹ��������ʱ�䲻���룬�ܵ������غܶ࣬���ǴӼ�����¼���Ҫ�أ����������������ڵ���ƽ��������һ�����£������ƶ϶�������ʹ�ü���������ɵģ� ��Ҫԭ���ƹ�����ŵ��µ�������ǰʧЧ���Ե�����Ϊ����Դ���ƶ�ͨѶ����Դ���������Ѿ�ʮ�����ƣ������������У�����֮��IJ������Ǵ��ڵģ��� ����Ϊ�����������������������ʧ�������ġ���������ͬ����������Զ��ԣ������������Ǵ���С����dz��dz�š���������˥�������������ӳ��������� С�����Ǵ��ڴ����������š���������˥���ӿ졢�������̣�����֮�����ܲ�������Խ��Խ���γ����������ԣ�С������ǰʧЧ�����������̡�Ŀǰ�����Ҫ�� ��ѹ�����������ں�����CC����磬��ؽ�������*ǿ����ҪΪ���ȷ�Ӧ�����¶ȹ���ʱ�����ϻ��Խ��ͣ�������ǰ��������Σ�����ڱ����������ʱ����� ǰ�ѵ��Ԥ�ȿ��Ը��Ƴ��Ч�������ų����̲��Ͻ��У��������ü�ǿ�������Ӿ磬�����������缫����λ���ߣ���ѹ���������ɵ�ﵽԼ70��80%ʱ����ѹ �ﵽ*�߳�����Ƶ�ѹ��ת���ѹ��CV���Ρ������ϲ������ڿ۵Ĺ����ѹ��ֵ��������Ϊ���������¾���ζ�Ź��䣬���ں�����ĩ�����Ƿ�����ͬ�̶ȵ� ���䣬�����ﵽ40��50���϶ȣ������α����в⣬�����ݳ����廹���Ը��ϣ���һЩ����Ϊ�����淴Ӧ�Ľ������ʧ������������Կ�������ǿ�ȳ�����ؽ� ���������ں�ѹ�Σ��г������磬��Լ����30%��ʱ�����10%�ĵ���������ǿ�ȼ�С�������������������ӣ���������仯�����ڹ��ȳ��IJ泵�����飬�ڼ���ʱ�����ѹ�ϸ��ߣ����������������Ѿ���������Ρ������ʱ�����ں����η��������ڵ���ǿ�ȴ� ��ѹ����������ѹ�������ߣ����������䣬�����������������ߡ������淴Ӧ�Ӿ硣��ѹ�Σ�����ǿ�Ƚ�С������֢״���������������ֻҪ��������ѹ�� �ߣ��Ͱ��渱��Ӧ����������ͻ���٣�������Ӧ���й��ԣ���չ��һ���̶ȣ������ڳ����Ҳ�����ڳ�������Ķ�ʱ����ʹ����ڲ�����ȼ�գ����µ�ر��ϡ� �������ٵ������˥�������µ��ʧЧ���ٺ�����һ�������ڹ��ȷŵ�ʹ�õIJ泵������ �ĵ��ߵ���ʹ�����裬��ѹ�����½�������һ��ʱ���Ժ����µĵ绯ѧƽ�⣬����ŵ�ƽ̨�ڣ���ѹ�仯�����ԣ����ȷ�Ӧ�ӵ�������ʹ��������ϸߡ��ŵ� ��ѹ���߽��Ƶ���ŵ����ߣ������ŵ磬��ѹ���߽�����β�½��Σ������迹�������Ч�ʽ��ͣ��Ⱥ����ӽ���ֹ��ѹʱֹͣ�ŵ硣�������ڵ����أ��� ����ԵĹ��ŵ�������ڷŵ���ڣ���ѹ�ӽ���β���ߣ����е���������̬�ֲ�����ѹ�ֲ��ܸ��ӣ�����*С�ĵ����ѹ�����Ҳ��*�硢*�죬����ʱ������ص� ѹ���Ͳ��Ǻ����ԣ�С���������ѹ����������ڸǣ��Ѿ������ȷŵ硣�۲쵥����������������β�����Ժ������������ϴ�ѹѸ�ٽ��ͣ����ܿ췴���� ʱ��ر��������磬��Ʊ����ŵ磬�������ʽṹ���ƻ�����һ�ָ���Ӧ�ܿ췢������һ��ʱ�䣬��ػ��Բ��Ͻӽ�ȫ��ɥʧ����ЧΪһ����Դ���裬��ѹΪ�� ֵ����ֵ�ϵ��ڷ�������ڵ�Ч�����ϲ�����ѹ����ֹͣ�ŵ��ԭ��ص綯����ʧ����ѹ���ָܻ�����ˣ�һ�η��������ʹ��ر��ϡ������ܽ�泵���صĹ�����ŶԵ�ص����������ģ���֮ͬ�������ڹ�������������塢����ȼ�ͱ�ը��������ң�������۱仯�ͻ�����ʧЧ�ٶ� ȴ���죬������ʹ���ж�Ӧ�ϸ������֡�������ͬԭ���ϡ�ͬ���εĵ����أ����������衢���������ܲ���������̬�ֲ�������ɢ�̶����ޣ���������ͬ�ĵ��� ���������£������ص�ѹ�仯���̵�һ���Խ����ƽ��������ܲ�����һ���ԣ�����*��Ҫ�IJ����Ǻɵ�̶ȣ����ڵ����δ�����������䡢���ŵ����������� ���ﲻ������ǰʧЧ�������ƶϣ�����ڳ�ŵ������ͨ�������任�İ취ʵʩ������е����ѹ�ľ�����ƣ�ʹ�����ѹ����һ�£���ô�������Ժɵ�̶�Ҳ�� ��һ�£�����ʵ��ͬʱ����硢Ҳͬʱ�ſյ磬����������������Ӧ�ӽ��ڵ����ص�ƽ��������
���ӳ��Թ��ݱ���˹-���泵��ƿhttp://www.ccsobattery.com/yyzsshow.asp?nid=489&lid=90 -
��Ӧ�̵����������Ϣ
�鿴����





-
��Ʒ����
-
��Ʒ����
-
�泵����
- ����泵����
- �����泵����
- �����泵����
- �ִ��泵����
- TCM�泵����
- С�ɲ泵����
- �� ���泵����
- ����泵����
- �ֵ²泵����
- ����泵����
- ��ֲ泵����
- ΰ�ֲ泵����
- �����泵����
- ŵ���泵����
- ����泵����
- �����泵����
- ��˹�ز泵����
- �������泵����
- ̨�����泵����
- ������泵����
- ���� �Ų泵����
- �����泵����
- ����ͨ�泵����
- ����˹�泵����
- ���ղ泵����
- ����泵����
- ���ֲ泵����
- ��ɽ�泵����
- �ѼѲ泵����
- �ϲ�泵����
- ס�Ѳ泵����
- ��ɣ�泵����
- ���ʵ�ƿ�泵����
-
��������
-
��ͧ����
-
�����
-
��������
-
�緫����
-
ͳһ����
-
��������
-
��������
-
Ѳ������
-
�ɱ�������
-
Ѹ������
-
KOBE����
-
GS�泵��ƿ
-
�۹��ƿ
-
�߶������
-
̫��������
-
�������
-
�綯��������
-
AOKLY����
-
��������
-
Ѳ�߳�����
-
ƽ�峵����
-
����������
-
�Ѹ߳�����
-
�綯����������
-
���ܲ泵���
-
�泵﮵��
-
�泵�����
-
�� ��